

















(1) شفة مصبوبة وشفة مزورة
تتميز الحافة المصبوبة بالشكل والحجم الخام الدقيق، وحجم المعالجة الصغير، والتكلفة المنخفضة، ولكنها بها عيوب في الصب (المسام، والشقوق، والشوائب)؛ الهيكل الداخلي للصب لديه انسيابات سيئة (إذا كان جزءًا من القطع، فإن الانسيابات تكون أسوأ)؛
شفة مزورةبشكل عام، تحتوي على نسبة كربون أقل من الفلنجات المصبوبة وأقل عرضة للصدأ. تتميز المطروقات بانسيابية أفضل، وهياكل أكثر كثافة، وخواص ميكانيكية أفضل من الشفاه المصبوبة؛
ستؤدي عملية الحدادة غير الصحيحة أيضًا إلى ظهور حبيبات كبيرة أو غير متساوية، وتصلب الشقوق، وتكلفة الحدادة أعلى من تكلفة الفلنجات المصبوبة.
المطروقاتيمكن أن يتحمل قوى القص والشد الأعلى من المسبوكات.
تتمثل ميزة المسبوكات في أنها يمكن أن تنتج أشكالًا أكثر تعقيدًا وأن التكلفة منخفضة نسبيًا؛
ميزة المطروقات هي أن الهيكل الداخلي موحد ولا توجد عيوب ضارة مثل المسام والشوائب في المسبوكات؛
يتم تمييز الفرق بين الشفاه المصبوبة والفلنجات المزورة عن عملية الإنتاج. على سبيل المثال، الفلنجات الطاردة المركزية هي نوع من الفلنجات المصبوبة.
شفة الطرد المركزي هي طريقة صب دقيقة تنتج الشفاه. هذا النوع من الصب هو أكثر شيوعا.صب الرملتصبح الأنسجة أدق بكثير، وتتحسن الجودة كثيرًا، كما تقل احتمالية حدوث مشاكل مثل الأنسجة الرخوة والمسام والتراخوما.
أولا وقبل كل شيء، نحن بحاجة إلى فهم كيفية إنتاج شفة الطرد المركزي وكيف يتم إنتاجها عن طريق الصب بالطرد المركزي.شفة لحام مسطحةوتتميز طريقة المعالجة والمنتج بأنه تتم معالجة المنتج من خلال خطوات العملية التالية:
① ضع المادة الخام المختارة في الفولاذفرن كهربائي متوسط الترددالصهر لجلب درجة حرارة الفولاذ المنصهر إلى 1600-1700 درجة مئوية؛
② تسخين القالب المعدني إلى 800-900 درجة مئوية للحفاظ على درجة حرارة ثابتة؛
③ قم بتشغيل جهاز الطرد المركزي وحقن الفولاذ المنصهر في الخطوة ① في القالب المعدني المسخن مسبقًا في الخطوة ②؛
④ يتم تبريد الصب بشكل طبيعي إلى 800-900 درجة مئوية لمدة 1-10 دقائق؛
⑤ قم بتبريده بالماء ليقترب من درجة الحرارة العادية، ثم قم بإزالة القالب وإخراج الصب.
دعونا نتعلم المزيد عن الشفاه المزورةعملية الإنتاج:
تتكون عملية الحدادة عمومًا من الخطوات التالية، وهي اختيار قضبان فولاذية عالية الجودة للتقطيع والتسخين والتشكيل والتبريد بعد الحدادة. تشتمل طرق عملية الحدادة على الحدادة الحرة، وتزوير القوالب، وتزوير الأغشية. أثناء الإنتاج، يتم اختيار طرق طرق مختلفة وفقًا لجودة المطروقات وحجم دفعة الإنتاج.
يتميز الحدادة المجانية بإنتاجية منخفضة وإمكانية تصنيع كبيرة، ولكن الأدوات بسيطة ومتعددة الاستخدامات، لذلك يتم استخدامها على نطاق واسع لتزوير القطع المفردة بأشكال بسيطة وإنتاج دفعة صغيرة من المطروقات. تشتمل معدات الحدادة المجانية على المطارق الهوائية، ومطارق الهواء البخارية، والمكابس الهيدروليكية، والتي تكون مناسبة لإنتاج المطروقات الصغيرة والمتوسطة والكبيرة على التوالي. تتميز عملية تزوير القوالب بإنتاجية عالية، وتشغيل بسيط، وسهولة في الميكنة والأتمتة. تتميز المطروقات بدقة أبعاد عالية، وبدلات تصنيع صغيرة، وتوزيع أكثر معقولية للأنسجة الليفية، مما يمكن أن يزيد من عمر خدمة الأجزاء.
تزوير مجانيالعملية الأساسية: أثناء الحدادة الحرة، يتم تشكيل شكل الحدادة تدريجيًا من الفراغ من خلال بعض عمليات التشوه الأساسية. تشمل العمليات الأساسية للتزوير الحر التقطيع والرسم واللكم والثني والقطع.
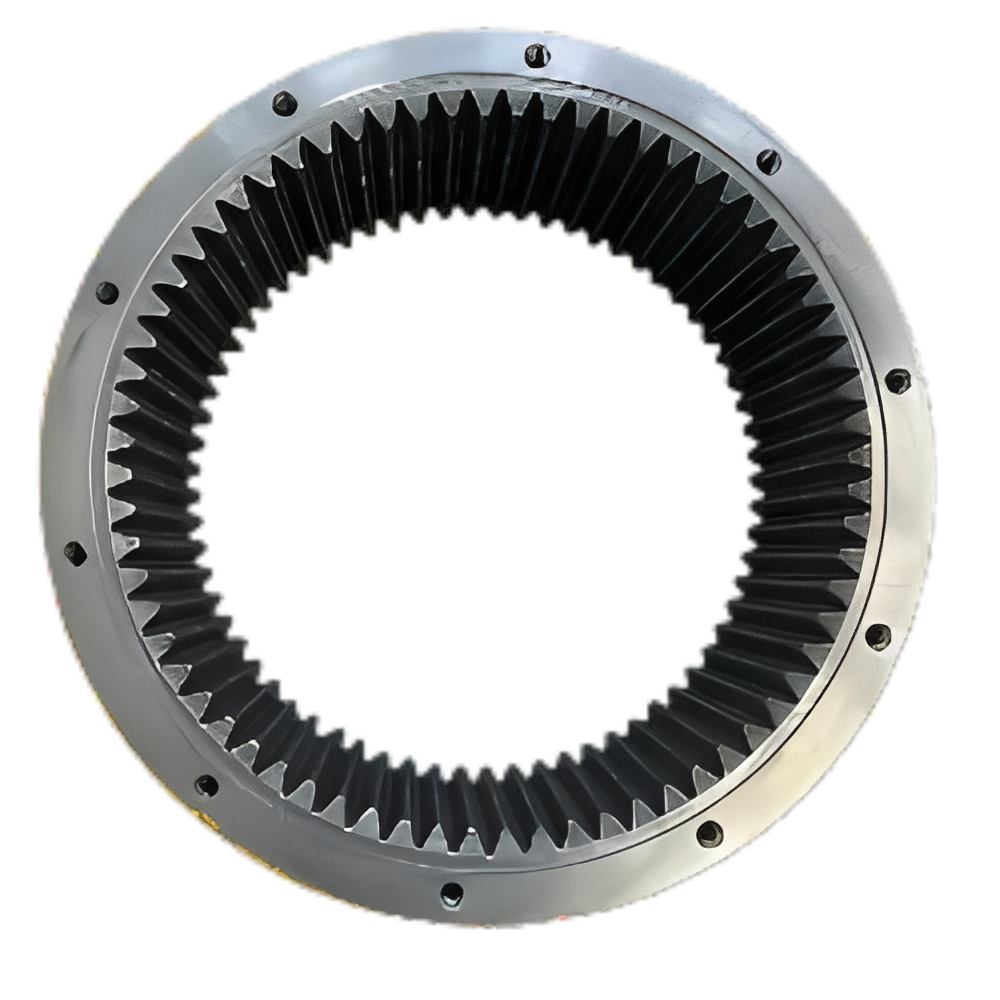
1. التشويش هو عملية تشغيل لتزوير الفراغ الأصلي على طول الاتجاه المحوري لتقليل ارتفاعه وزيادة مقطعه العرضي. تُستخدم هذه العملية بشكل شائع لتزوير قطع التروس والمطروقات الأخرى على شكل قرص. وينقسم التزوير إلى نوعين: التزوير الكلي والتزوير الجزئي.
2. الرسم الرسم هو عملية تزوير تعمل على زيادة طول الفراغ وتقليل مقطعه العرضي. يتم استخدامه عادةً لإنتاج فراغات العمود، مثلمخرطة المغزل، ربط قضيب، الخ.
3. التثقيب هو عملية تزوير يتم فيها استخدام المثقاب لثقب الثقوب أو عدم وجود ثقوب في الفراغ.
4. الثني هو عملية تزوير تؤدي إلى ثني الفراغ إلى زاوية أو شكل معين.
5. الالتواء عبارة عن عملية تزوير تقوم بتدوير جزء من الفراغ بزاوية معينة بالنسبة لجزء آخر.
6. القطع هو عملية الحدادة المتمثلة في تقسيم الفراغ أو قطع الرأس.
(2) يموت تزوير
يموت تزويرالاسم الكامل هو تزوير الموت. يتم وضع القطعة الفارغة المسخنة في قالب حدادة مثبت على معدات الحدادة بالقالب ويتم تشكيلها في الشكل.
1. العمليات الأساسية لتزوير القالب: عملية تزوير القالب: التقطيع، التسخين، التشكيل المسبق، التشكيل النهائي، ثقب الجلد، التشذيب، التقسية، والسفع بالخردق. تشمل العمليات شائعة الاستخدام التقطيع، والإطالة، والثني، واللكم، والتشكيل.
2. معدات تزوير القالب شائعة الاستخدام تشمل معدات تزوير القالب شائعة الاستخدام مطارق تزوير القالب،الصحافة تزوير الساخنةوآلات الحدادة المسطحة ومكابس الاحتكاك، وما إلى ذلك.
في مصطلحات الشخص العادي، تتمتع الشفاه المزورة بجودة أفضل ويتم إنتاجها بشكل عام من خلال تزوير القالب. لديهم بنية بلورية دقيقة وقوة عالية، لكنها بالطبع أكثر تكلفة.
سواء كان الأمر كذلكشفة الصبتعد كل من الفلنجات المطروقة والفلنجات المطروقة من طرق تصنيع الفلنجات الشائعة. اعتمادًا على متطلبات القوة للمكونات المراد استخدامها، إذا لم تكن المتطلبات عالية، فيمكن أيضًا استخدام فلنجات الدوران.
(3) قطع شفة
قم مباشرة بقطع القطر الداخلي والخارجي وأقراص سمك الحافة الموجودة على اللوحة الوسطى، ثم قم بمعالجة فتحات المسامير وخطوط المياه. الحافة المنتجة بهذه الطريقة تسمى الحافة المقطوعة. الحد الأقصى لقطر هذا النوع من الفلنجة يقتصر على عرض اللوحة الوسطى.
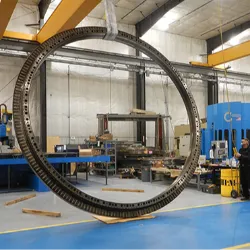
(4) شفة توالت
تسمى عملية قطع الشرائط من لوحة متوسطة ومن ثم دحرجتها إلى دوائر بالدرفلة، وتستخدم في الغالب في إنتاج بعض الفلنجات الكبيرة. بعد الدرفلة الناجحة واللحام ثم التسطيح ثم خط الماء والترباسمعالجة الثقب